产品线展示
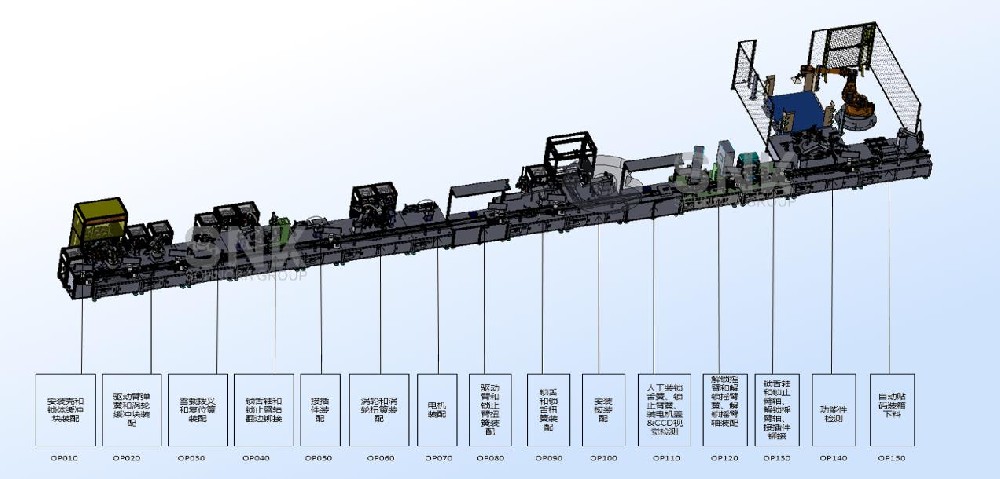
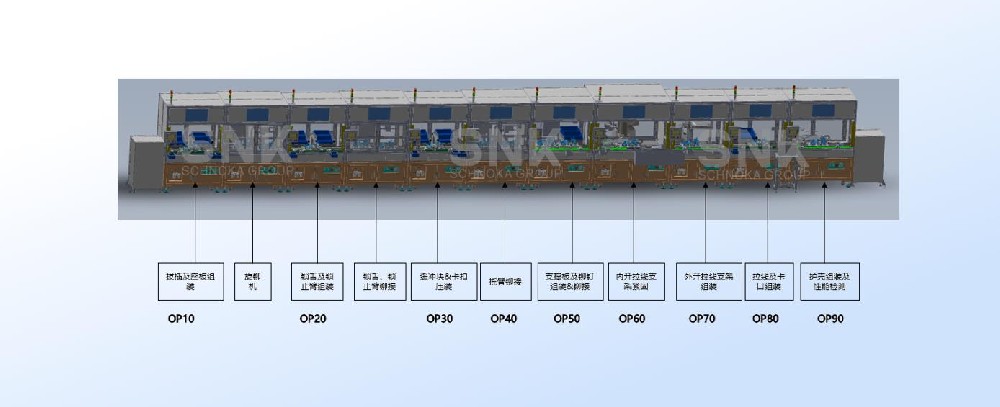
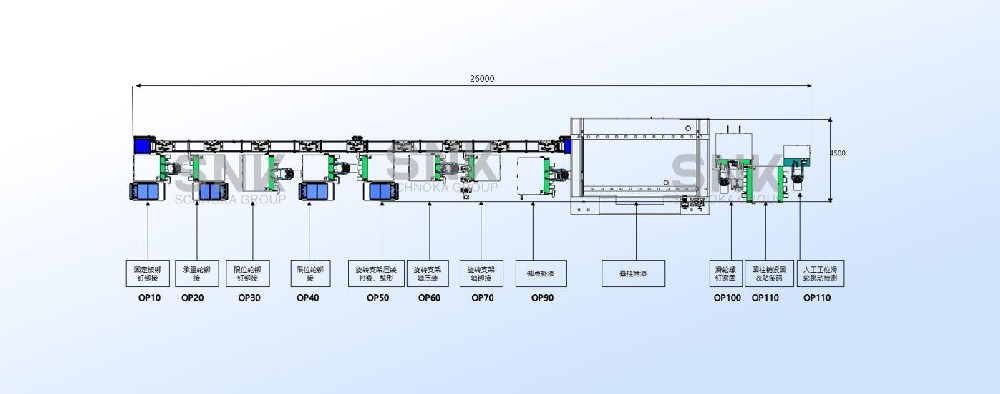
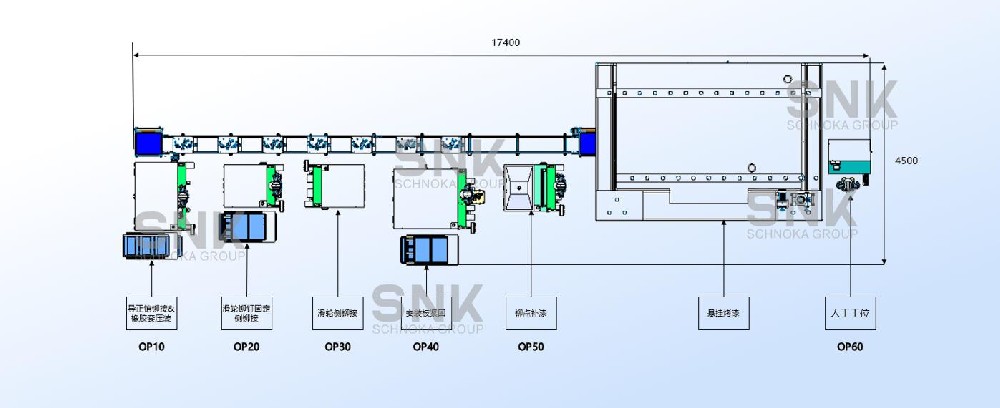
我们提供全面的汽车门锁及侧滑门解决方案,涵盖背门锁线、前锁总成线、侧滑门锁上下滑轮总成线等核心产品线,满足各类车型的安全需求。
我们提供全面的汽车门锁及侧滑门解决方案,涵盖背门锁线、前锁总成线、侧滑门锁上下滑轮总成线等核心产品线,满足各类车型的安全需求。
我们的生产线采用先进工艺和设备,每个工位都经过精心设计,确保产品质量和生产效率。
![[list:subtitle]](/static/upload/image/20250924/1758680821189307.jpg)
动作流程:
1、解锁臂/锁舌轴/信号杆/锁舌自动供料
2、机器人1抓解锁臂、锁舌轴*2,锁舌轴加油,再将抓解锁臂、锁舌轴*2分别装入安装壳中
3、机器人2抓信号杆、锁舌,信号杆/锁舌分别放在加油工装加油,再将信号杆、锁舌自动装配到安装壳里
动作流程:
1、解锁臂/锁舌轴/信号杆/锁舌自动供料
2、机器人1抓解锁臂、锁舌轴*2,锁舌轴加油,再将抓解锁臂、锁舌轴*2分别装入安装壳中
3、机器人2抓信号杆、锁舌,信号杆/锁舌分别放在加油工装加油,再将信号杆、锁舌自动装配到安装壳里
![[list:subtitle]](/static/upload/image/20250924/1758682205248361.jpg)
动作流程:
1、解锁臂/锁舌轴/信号杆/锁舌自动供料
2、机器人1抓解锁臂、锁舌轴*2,锁舌轴加油,再将抓解锁臂、锁舌轴*2分别装入安装壳中
3、机器人2抓信号杆、锁舌,信号杆/锁舌分别放在加油工装加油,再将信号杆、锁舌自动装配到安装壳里
![[list:subtitle]](/static/upload/image/20250924/1758693542304651.jpg)
动作流程:
1、驱动臂、驱动臂簧、锁止臂、接插件都在物料盒存放,吸合盘组件通过OP40站机器人放入滑道然后人工拿取装配。
![[list:subtitle]](/static/upload/image/20250924/1758697204347336.jpg)
动作流程:
1、吸合臂轴和吸合臂簧自动供料
2、机器人1抓取吸合臂轴和吸合臂簧,分别加油后,将2种料放进转盘工装上面。
3、机器人2抓取吸合臂和吸合盘,将吸合盘放在加油工装加油,然后机器人将吸合臂和吸合盘放在转盘工装上。
4、旋铆机对组合产品铆钉处进行旋铆
5、气液缸对铆钉压紧,将下方装簧位置压合
6、视觉检测铆钉成型尺寸
7、机器人3抓取吸合盘组件下到滑道上给到OP30人工站
8、线体上的托盘来料需要机器人3视觉检测下前面工站有无漏装,NG料要负责下
![[list:subtitle]](/static/upload/image/20250924/1758697409719136.jpg)
动作流程:
1、齿轮轴通过振动盘供料,安装板通过弹夹式供料方式上料
2、机器人1抓取安装板以及齿轮轴*2
3、机器人1将零件放入转盘载具
4、旋铆机对齿轮轴顶端铆接
5、机器人2抓取组件
6、安装板、齿轮轴加油 7、机器人2将安装板组件装到安装壳上
![[list:subtitle]](/static/upload/image/20250924/1758697775156586.jpg)
动作流程:
1、托盘流过来,顶升定位
2、底下反支撑气缸动作,将顶升板撑住
3、旋铆机对锁舌轴、锁止臂轴进行旋铆
4、旋铆机横向轴移动机头
5、对第二个铆钉进行旋铆
6、反支撑气缸复位,顶升下降,托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758697918273298.jpg)
动作流程:
1、托盘流过来,顶升定位
2、机器人自动打2颗螺丝
3、机器人2将产品自动翻转
4、托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758698141811894.jpg)
动作流程:
1、视觉引导机器人1将双联齿轮抓起
2、将双联齿轮放在加油工装加油
3、机器人1将双联齿轮左右旋转式的下压和涡轮齿啮合
4、机器人2将垫片、缓冲块依次抓起
5、机器人2将垫片压进电机轴前端卡槽里,并用记号笔点上
6、再将缓冲块压进安装壳
7、托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758700675751318.jpg)
动作流程:
1、人工将电机事先接好
2、2个端子线用吸塑盘统一包装方式放在线体工装台上,人工把电机装到工件内并连接电机和端子线缆,接好后按按钮放行工装托盘
![[list:subtitle]](/static/upload/image/20250924/1758700889233622.jpg)
动作流程:
1、人工依次装锁舌簧、锁止臂簧、拉线、电机盖,相机检测漏装错装,人工按下锁止臂簧的压紧机构伸出,压住锁止臂簧防止跳动。
![[list:subtitle]](/static/upload/image/20250924/1758700972509372.jpg)
动作流程:
1、托盘流到一工位,压机将电机壳卡扣压到位
2、托盘流到二工位,小安装板通过弹夹式供料,机器人吸取小安装板自动装配
3、托盘流到三工位,下压气缸压紧产品,探针头插到接插件里面完成上电,侧面锁扣气缸推过来推到半锁状态,控制电机到全锁状态,最后解锁气缸复位,判断电机正常,托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758701040176366.jpg)
动作流程:
1、托盘流到一工位,旋铆机将锁舌轴铆接好,横向轴移动铆接机头,再将锁止臂轴铆接好
2、托盘流到二工位,旋铆机将齿轮轴铆接好,横向轴移动铆接机头,再将另一个齿轮轴铆接好
3、托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758701120773678.jpg)
动作流程:
1、托盘流到一工位,顶升定位,机器人打电机壳五颗螺丝
2、托盘流到二工位,视觉检测旋铆头成型直径以及漏打螺丝
3、托盘流走
![[list:subtitle]](/static/upload/image/20250924/1758701220994389.jpg)
动作流程:
1、托盘流到一工位,顶升定位,机器人将产品搬运至转盘上料位
2、转盘转动,下压气缸压住产品,探针头模组给产品上电,测电阻测三次
3、转盘转动,下压气缸压住产品,探针头模组给产品上电,测电流测三次
4、转盘转动,下压气缸压住产品,探针头模组给产品上电,气缸将锁扣推到全锁状态,给电机上大电压,测锁紧力,能够自动解锁
5、转盘转动,下压气缸压住产品,探针头模组给产品上电,气缸将锁扣推到全锁状态,小电压测试是否能够回中,给电机上小电压,测锁紧力,能够自动解锁
6、转盘转动,下压气缸压住产品,气缸将锁扣推到全锁状态,并对俩侧注油,上方气缸将拉线夹住并上拉解锁,锁扣能够正常弹出
7、预留俩个工位
8、机器人抓产品放进托盘
![[list:subtitle]](/static/upload/image/20250924/1758701336267490.jpg)
动作流程:
1、托盘到位,顶升定位,机器人吸条码。
2、机器人往产品上贴条码
3、机器人抓取产品放置在下料缓存位
4、托盘回流